Specific requirements:
Specific requirements:
- The tooling and welding plate are easy to disassemble and fitting.
- Have sufficient strength and rigidity
- The installation is stable and reliable
- The structure is easy to manufacture, assemble and test.
- The size should be stable and has certain precision
- Ensure the component position and shape when clamping, the size meets the requirements of drawing, can’t be loose and also not to large which will cause restraint stress.
- Ensure enough space for assembly and welding when using machine tooling, which can provide operator a good operating environment and ensure the production in stable working status.
- Ensure the component can be easily take out from tooling after welding.
- Electronic and pneumatic should have reasonable layout, and use anti-high temperature and low-voltage components to prevent burns and leakage during welding.
- The surface is clean , has no dust and oil.
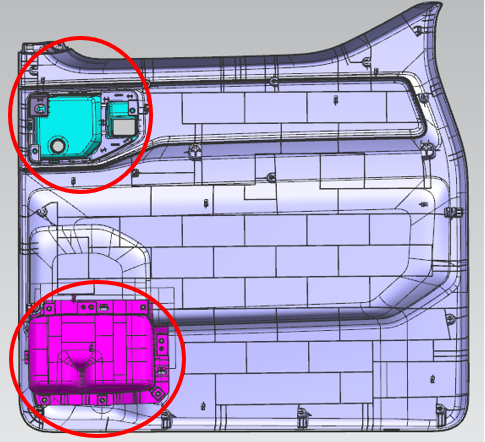
- Key parts need identification in both front and rear direction.
- Clamping method: Adopt separate pre-pressing. (3 plate structure)
- Edge chamfering
- Equip with handling device and lifting ring on each tooling, Install handling protection on Operating side and opposite side.
- The surface of tooling should protect the A surface of product from being scratched, crushed or other damage, no rust, marks and so on.
- Tooling components warranty should be 1 year.
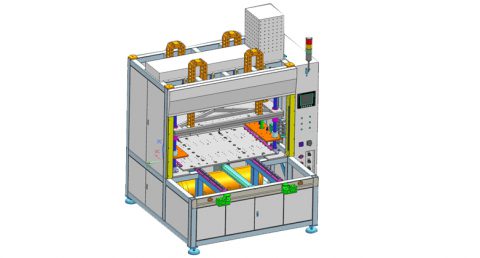
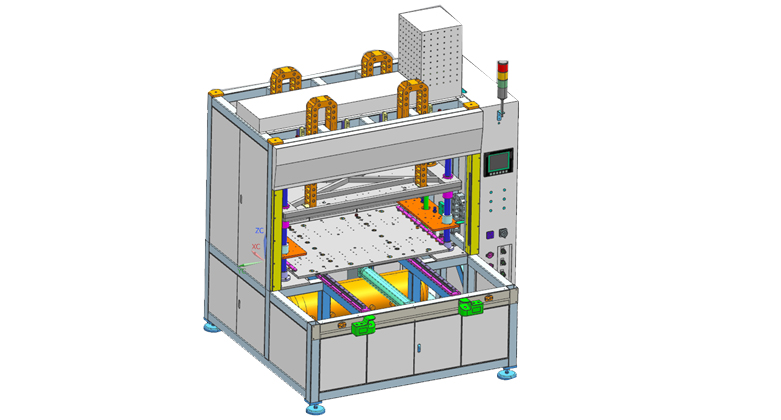
Equipment Technical parameters:
1.Working table: Hot riveting plate 1250mm*800mm, heating tube control. The bottom mold fixing screw is M10.
2.Tooling stroke: Upper fixture is 400, slide stroke is 700mm
3.Positioning precision: descending parallelism should be within +/-0.2mm, The machine installation verticality must be within +/-1°
4.Working method: Place and take product manually, other action process finished by machine automatically.
5.Heating control: Proportional heating control, Touch screen displays temperature data.
6.Max NO. of welding points:64 points.
7.Welding method: Electric heating contact heating
8.Action control: PLC + touch screen
9.Applical materials: Various materials such as ABS, PP, PE and so on.
10.Machine Power:servo motor, Yaskawa brand.
11.Descending speed: 100-120mm/s ( adjustable) Riveting speed: 0.01-1mm/s (adjustable)
12.Ultrasonic system: Herrmann generator (made in Germany)
13.Machine Power: 3.6KW(according to actual power)
14.External air source: 0.6cubic m/min, 0.6-0.8Mpa
15.External power supply: 3 phase 380V+N+PE/18KW.
16.Lighting requirements: The welding area should be equipped with sufficient intensity lighting
17.The machine is movable: be equipped with feet and adjustable column feet.
18.Electric box heat dissipation: exhaust fan and intelligent temperature control
Machine configuration instructions:
1.Pneumatic components: AIRTAC
2.Control system: Siemens PLC, heating tube sensor is K type. The temperature control module uses the Delta brand, and the circuit protection must not be burnt out due to the leakage of the heating tube sensor line and the 220V power supply (with insurance).
3.Touch Screen: uses Siemens 10 inches (50 sets of formulas can be stored),
4.Ultrasonic system: German Herrmann generator (2 sets)
5.Moving parts: ABBA
6.Light grid: sensorc
7.Electronic and electrical: Schneider brand for contactors, air switches and buttons, and Omron brand for solid state relays.
8.Hot riveting head: alloy copper and beryllium copper.
9.Frame sheet metal: 80*80 square steel.
Working process:
Double button start press – Sliding table slides into welding station – separate prepressing press – down quickly – change to low speed going down when arrive to setting position – down slowly – welding slowly when arrive to hot riveting position (Ultrasonic controlled separately) – welding to setting position – cooling – cooling delay – going up slowly to setting position – going up quickly to setting position – prepressing press air cooling ,lift – slider slide to component picking station — cycle





{kind=link}